New composites based on carotenoid-depleted seafood
shell waste with efficient environmental pollutants adsorption
Funding : Funder: Romanian Ministry of Research, Innovation and Digitalization (MCID) - UEFISCDI
Grant code: PN-III-P1-1.1-PD-2021-0477, within PNCDI IIl
Project Leader: Dr. Fran Nekvapil
Babe̗-Bolyai University
#
National Institute of Research and Development of Isotopic and Molecular Technologies
National Institute of Opto-electronics: Institute of Analytical Instrumentation
Schematic design of a scalable technological process
This scheme represents the final summary of the project, putting
all the pieces together and presenting a working conceptual desigh of
the production line for the novel adsorbent material obtained from
crustacean shells.
The goal of this scheme is to provide concrete technical solutions
for production of 100 g of final adsorbent material per batch. Currently
the production method is under evaluation for patenting, hence some
key details were hidden for protection of the intelectual properties.
The process design achieved here is based on the results obtained on
the species Atlantic blue crab (Callinectes sapidus), however,
by deduction, this process is aplicable to other similar species, althugh
exact values and numbers may be different.
Process stage
Step summary
Description
Stage 1: Native shells
The crustacean shells may be sourced from seafood industry
entities, such as fish markets, restaurants or processing plants.
The shells should be rinsed with water and air-dried. Thorough
cleaning is not necessary. Shells of hard-shelled species are
preferred, such as the Atlantic blue crab (Callinectes sapidus).
The total mineral (shell) mass fraction of the blue crab
amounts 52.13 % ± 1790.015 (mean ± standard deviation). The image shows
the shell mass breakdown by the crab`s anatomic parts. Notably, the most
useful calcium carbonate mass is contained within the carapace and the
legs, which also contain the lowest amount of edible meat. Contractss
may be established with seafood industry entities, so to collect the
shells. The logistical aspect of shell collection is outside of the
scope of this scheme, and has to be negociated on case-by-case basis.
Basically there are two main ways to acquire the shells: either
by contracting the food chain entities to provide shells after they
have extracted the meat they need, or acquiring the fresh crustaceans
and separating the shells manually. The latter method is more labour-
intensive, however, since Atlantic blue crabs are invasive species in many
regions, management plans may call for removal of the specimens from
nature, and adsorbent material production may be a way to extract some
added value from this biomass.
Certain companies offer devices for mechanical separation of
crab meat from the shells. One such company is Akiyama Machinery
based in Japan. The link to the company`s website is provided below.
Other designs more suitable for household use exist, such as the "Crab
Master", however, these work on the basis of shells crushing, and are
not recomended for use in this context.
This step has a two-fold aim: firstly, the carotenoids are valuable
compounds in nutritional and biomedical fields, and their extraction
presents an additional valorisation option; secondly, while in contact
with an organic solvent, lipids and other organic dirt are dissolved away,
freeing additional porous surfaces of the shell.
This treatment is optional
Carotenoids extraction in an organic solvent is
not mandatory, and it may be advantageous not to
spend time and waste solvents on extraction if there are no further
valorisation plans in place for carotenoids. The alternative is to rinse
the shells several times with running warm (> 50 C) water and dry them well.
Solvent immersion in brief:
The shells will firstly have to be mechanically crushed to fit
the opening of the extraction container.
Exposure to an organic solvent such as acetone does indeed act to
increase shell porosity up to 5 times the original value. For a 1 kg
batch of shells, a glass container of 2 litre capacity and a fairly
wide neck is appropriate. NOTE: the container should not be plastic, as organic solvents may
dissolve certain types of plastic.
The shells should be kept in the solvent for at least 9 hours (time
optimized within another study), however, overnight immersion is also
acceptable is this is more convenient for the operator. The level
of the solvent should be adjusted to cover all the shells, which is
somewhat less than 2 litres. The container should be capped to
prevent solvent evaporation.
After the alocated time is elapsed, the solvent should be drained
from the container, and the shells spread on a clean tray and air-
dried for 2 hours. NOTE: Valuable carotenoids can be purified from the solvent, and
in this way the bulk of the same solvent may be re-used for another
shell batch. Re-use of the solvent without distillation was not tested,
however, due to its saturation with dissolved matter, its efficiency in
increasing the shell porosity is expected to dwindle with repeated use.
Solvent choice
We recommend using acetone in this step. This solvent dissolves carotenoids better
than ethanol for instance, and will extract to some extent the
remaining water within shell structure. Ethanol, methanol and ethyl
acetate may also be used, however, we have quantitative data on
porosity only for acetone, and we observed that hexane, on the
other hand did not seem to interact with the shells at all.
Re-use of acetone
After distillation were conducted, indicating that as much as 80%
of the solvent may be recovered and used again for another batch of
shells. The extraction efficiency was tested by comparing the
concentration of dissolved carotenoid astaxanthin after 5 hours
of immersion of shells in paralel in fresh and dissolved acetone.
This data is available from the Principal Investigator upon request.
Stage 2: Carotenoid-depleted shells
After extraction, the shells remain dry and clean of loose
organic matter. The major shell constituents remaining are chitin
and Mg-rich CaCO3. Also, the porosity of the shells
increased significantly (see details).
X-ray diffraction (left) shows that the bulk mineral constituent of the shell
is now Mg-rich CaCO3
(reflection peaks at 23.21, 29.57, 36.27, 39.70, 43.57, 47.9 and 48.92° 2?).
Fourier-transform infrared absorption
spectroscopy (FTIR) shows that the organic phase mostly rerers to chitin (bands
around 866, 1068, 1545, 1670, and 2880 - 3100 cm-1.
These figures were reproduced from our previous publication in the journal
Water (Open access), where more scientific details are given.
At this stage the shell material is stable and does not require refrigerated
storage. It can be stored in plastic containers until further processing.
It is not odorous and is dry enough for subsequent milling step.
Treatment 2: Milling into micropowder
Milling is done by mechanical methods, and a wide variety
of milling machines designs may be used. In our trials, we used
a planetary ball mill and a vibratory disc mill. The former yields
slightly better reproducibility regarding the powder size, while the
latter device design has a significantly larger throughput.
General remark
In addition to calcite minerals, shells contain an organic scaffold
(network) consisting of chitin fibers. Chitin is a tough natural
polymer which gives the shell certain elasticity and resistance to
tearing, so crushing by simple rolling will not work for production
of fine powder. Shearing and impact forces are thus needed. Two main
device designs are appropriate: ball mills and vibratory disc mills.
Ball mills
Ball mills work on the principle of a horizontal force acting to move
the crushing medium (balls) inside grinding jars (containers) which
contain both the sample to be milled and the balls. This principle is
well described
here.
The most common European producer of ball mills of small to medium capacity is
Retsch
but here are also other
companies
that produce intermediate-capacity mills. Certain mining companies produce
big ball mills with drums of several cubic meters, however, these are oversized
considering the shell volume available would probably under-utilize the device.
Milling cycles in planetary ball mills will usually have a duration of 3 to 5
minutes.
Vibratory disc mills
Vibratory disc mills pulverise hard and brittle
materials by horizontal circular motions. The sample is loaded
between the discs of the jar (shown to the right) and the jar is
subsequently secured in the device grinding holder. There is a video
at the
Retsch
one of common producers), demonstrating the mill operation. Although the
jar capacity here is lower (250 ml), the milling cycles are short (under 1
minute) and the small number of jar components makes it very easy and
rapid to empty and refill the jar for the next cycle.
Important specifications
Crab shells are not a particularly difficult material to handle with
ball or vibratory disc mills, however, few specifications should be
observed:
Milling throughput:The mill itself (the machine) and the
milling jars (containers) of various volumes are usually sold
separately as the device and an accessory, respectively. When
choosing a mill, the operator should heep in mind that the device
should be able to house the biggst available jars (500 ml for ball
mills, 250 ml for disc mills).
Jar material: there is a wide variety of materials the jars can
be made of, such as (hardened) stainless steel, tungsten, agate, sintered
aluminium etc. Since the shells are mostly calcite minerals, steel jars are
sufficient, and are the most cost-efficient, as the prices for jars made from
other materials may be greater.
Versatility: The presented mill designs can be used to
grind a variety of other materials for other purposes when not
powdering shells. It should be kept in mind, however, that the material
to be milled has lower hardness than the jar material.
Stage 3: Shell powder
The powder is the shell form on which further treatments and
analyses can be done. Details show the composition of the shell: the
chitin and CaCO3 will be the main shell components that we
will follow throughout the subsequent treatment, as well as changes in
shell porosity. We are not particularly concerned with particle size, as
this detail is not expected to significantly affect the properties of the
final adsorbent material.
=
Powder properties
Particle size
Particle size can in principle be determined by laser diffraction or
by mechanical sieve shakers. The first method requires suspending a
small aample aliquot in water, relies on the principle of different
particles scattering the laser light in a size-dependent manner.
The devices are electronically controlled, and a fine resolution can
be achieved. This
website
summarizes well the available granulometer types and their mode of
operation.
A less expensive alternative are the vibratory sieve shakers, however,
these are not as precise.
Laser diffraction granulometers are characterized by
the cost of scientific equipment, their acquisition only for
determining the size of the milled powder may not be financially
feasible.
Our DLS results on shell particles obtained by 3 to 5 minute milling
runs in a planetary ball mill indicate that the aprticles had a diameter
distribution between less than 1 to about 250 microns, with the 1 - 50 microns
claass containing most of the particles. Full reports are discussed in our
publications in journals
ACS Sustaiinable Chemistry & Engineering
and
ACS Omega
Particle porosity
The porosity measurements results by the BET method
for the BC1 adsorbent: (a) nitrogen
adsorption and desorption isotherms, (b) pore diameter distribution.
Treatment 3: calcination - removal of organics
In this step, the bulk organic components of the shell (chitin,
residual protein) are removed by volatilization. This is done by
calcination of shell powder at a temperature above the degradation
threshold of chitin.
Thermogravimetry
Prior to thermal treatments, we conducted thermogravimetry analyses (TGA) in
air and argon atmosphere. It is not necessary to conduct TGA for every
shell batch, as it is expected that the thermal steps will be very similar,
and oru curves presented below may be used.
A significant difference may occur in powder mass loss, as the shells
containing greater organic fraction will lose more mass in this step.
Figure shows the TGA curves for the powder obtained by milling of native
and carotenoids-depleted (post-extraction shells) up to 1000 C. Boxes indicate the
temperature ranges where the current and the second (see "Treatment 5")
calcination should be conducted. The small variation in mass loss is due to
different content of organic material between the two shell types.
Calcination
A tube oven is often used for calcination in controlled atmosphere;
the sample is placed in a quartz tube, and the tube can be connected to
a vacuum pump or to an argon, nitrogen, or other gas container. The tube
is mobile, and when the sample is ready for calcination, the tube stage is
rolled into the heating tunnel.
Treatment 4: NaOH treatment
After the thermal treatment, it is necessary to wash the powder
with sodium hydroxide solution to remove any remaining organic residue.
Preparation of the NaOH solution
Sodium hydroxide (NaOH) goes by the commercial name of caustic soda.
For a medium-scale process, such as described here, technical grade
NaOH is appropriate. This substance can be purchased by kilograms
from local producers. Producers can also be searched over common
online shops like Ebay or similar. The operator has to keep in mind
to purchase solid NaOH (not solution), and we recommend purity of at
least 50%. If surplus NaOH is purchased, the operator has to ensure dry
storage conditions.
The recipe for NaOH stock solution calls for mixing of 311 g NaOH per 1 L of
water. Depending on the exact mass of the powder after the first thermal
treatment, the appropriate amount of stock NaOH solution should be used.
Every 10 g of sample will require 103 ml of stock solution.
NOTE: The dissolution of NaOH in water is an exothermic reaction! Hence,
it shuld be done gradually, in glass container, and preferably on a
magnetic stirrer. NOTE: Use of glass containers and tools is preferable since this
material is much easier to clean than plastic.
It should be kept in mind that the stock solution above reffers to the
analytical purity NaOH. When technical grade NaOH is used, the
actual quantity of substance has to be increased proportionally, to reach
the appropriate NaOH concentration.
The treatment
After the correct amount of powder and the stock solution is prepared,
they may be combined. In this step, it is necessary to stirr it on a
magnetic stirrer for 15 minutes.
When the reaction time has elapsed, residual NaOH should be washed
away. In our lab-scale tests we used the centrifuge, however, for the
medium scale process it is more feasible to spread the powder over a
sieve, posibly the same one used for smaller size exclusion after milling.
Then, clean water may be trickled over the filter for several minutes,
until the pH returned to above 6. The entire sieve with powder is then
placed into a drying oven and dried at 130 C for 4 hours. The powder
can then be recovered into a new recipient and should be kept at a
temperature for additional 48 hours, covered with parafilm.
The equipment
Magnetic stirrer is a basic laboratory device, and can be
acquired from almost any lab equipment vendor. Considering the
sizing of this proces, the stirrer capacity of at least 5 L is
necessary. Heating plate is not mandatory. Stirring magnets exist in
different sizes, and are not expensive.
The drying oven , being a standard laboratory device, comes in
a wide variety of sizes. For drying of powder here, a smaller model with
60 - 80 L capacity is sufficient, however, it must have active ventilation
system.
Treatment 5: final calcination
In this step, CaCO3 will transition to CaO and CaOH by
reacting with residual oxygen. This will further improve prospects for
porosity enhancement
The equipment is the same as used in a prior, first calcination, only
this time the temperature is raised to 700 C, to the range where
CaCO3 starts to be decarboxylated. Most calcination ovens that
can reach 500 C can also reach 700 C. Since on the medium-scale proces the
energy cost will be an issue to consider, and the initial powder mass is
reduced by this point (due to all the treatments), the operator may decide
to hold the treatment until another batch of shell powder reaches this
stage in order to conduct a joint treatment.
Treatment 6: Hydrochloric acid wash
In this final step, mild hydrochloric acid (HCl) is applied to
corrode the remaining calcitic structure and roughen the pore walls,
ultimately resulting in growth of the pore surface area.




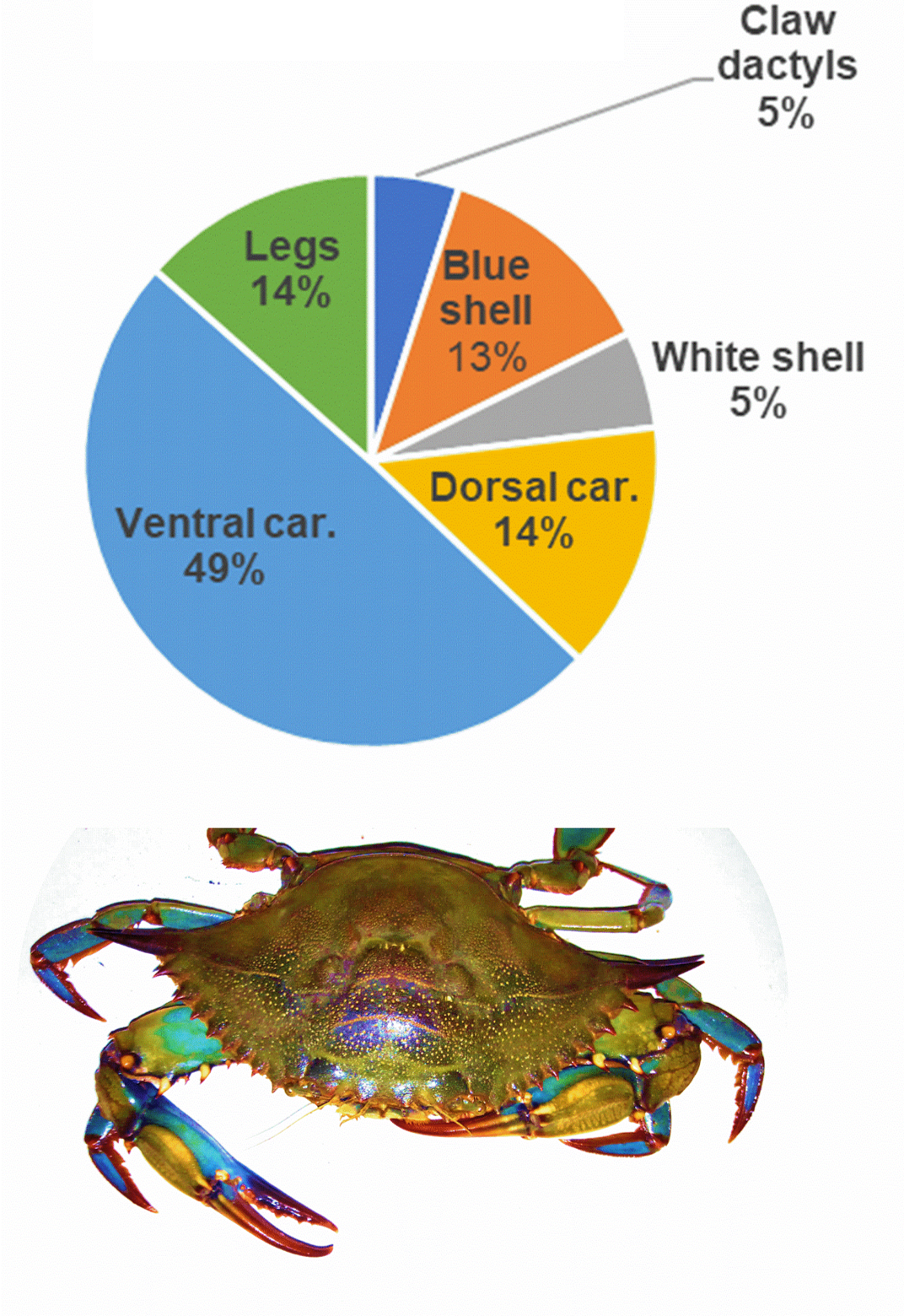

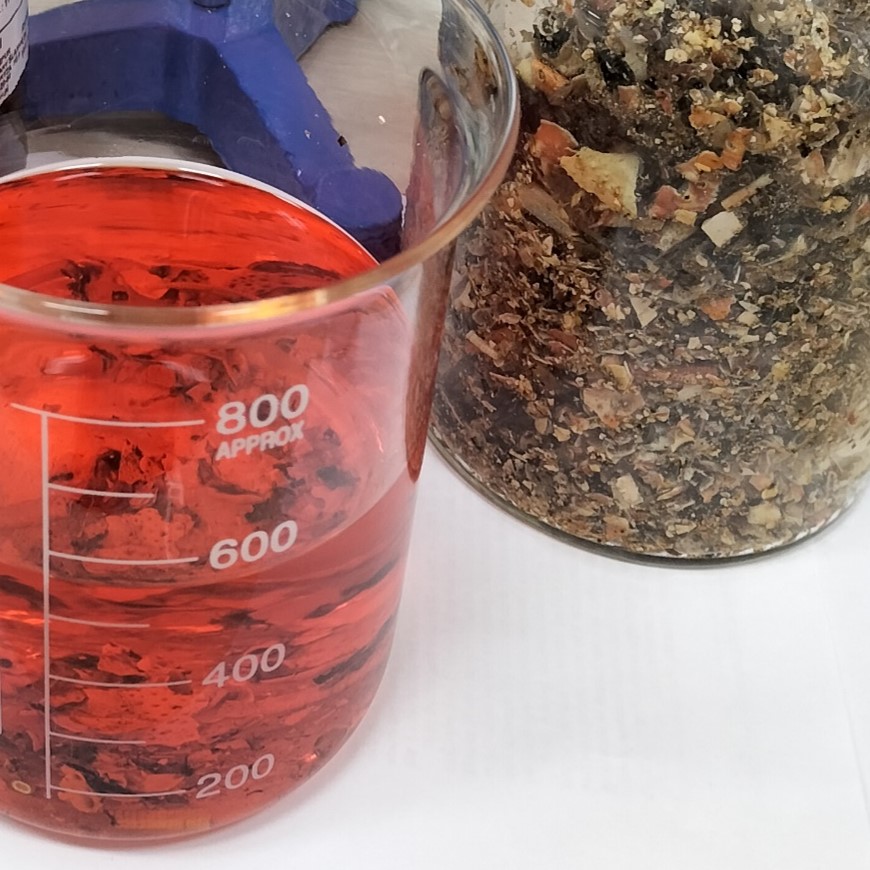


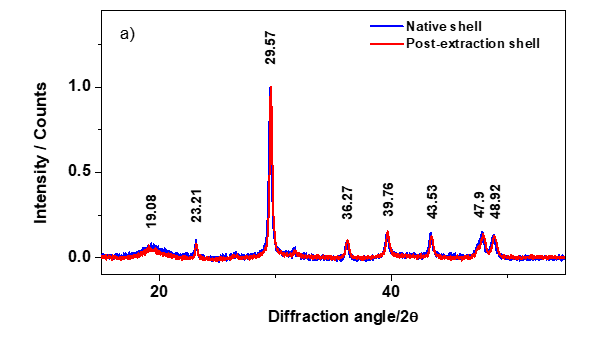
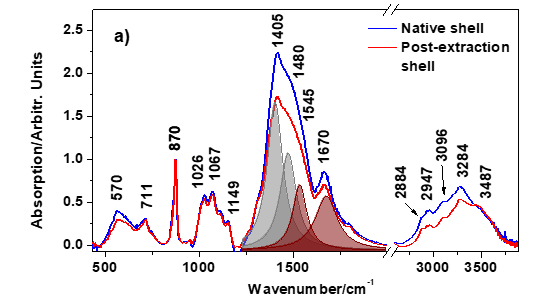
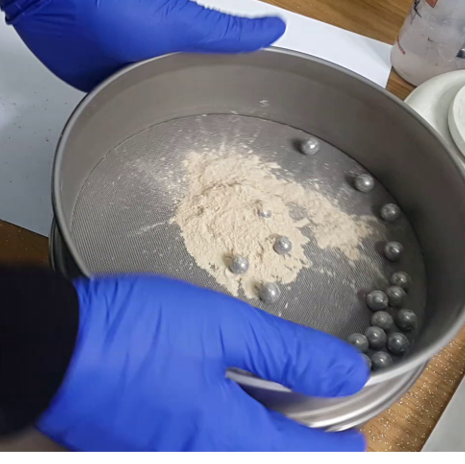


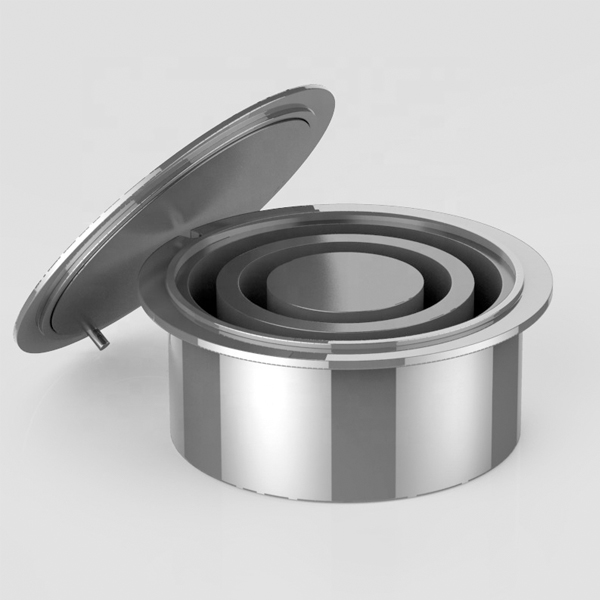

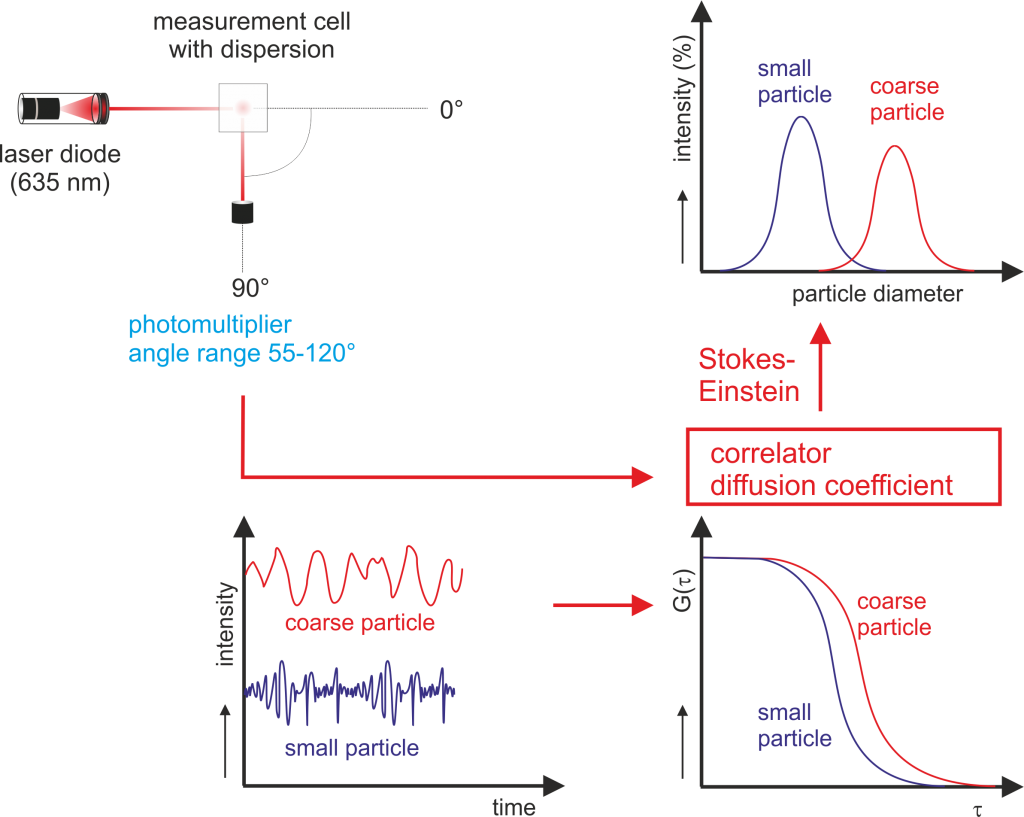
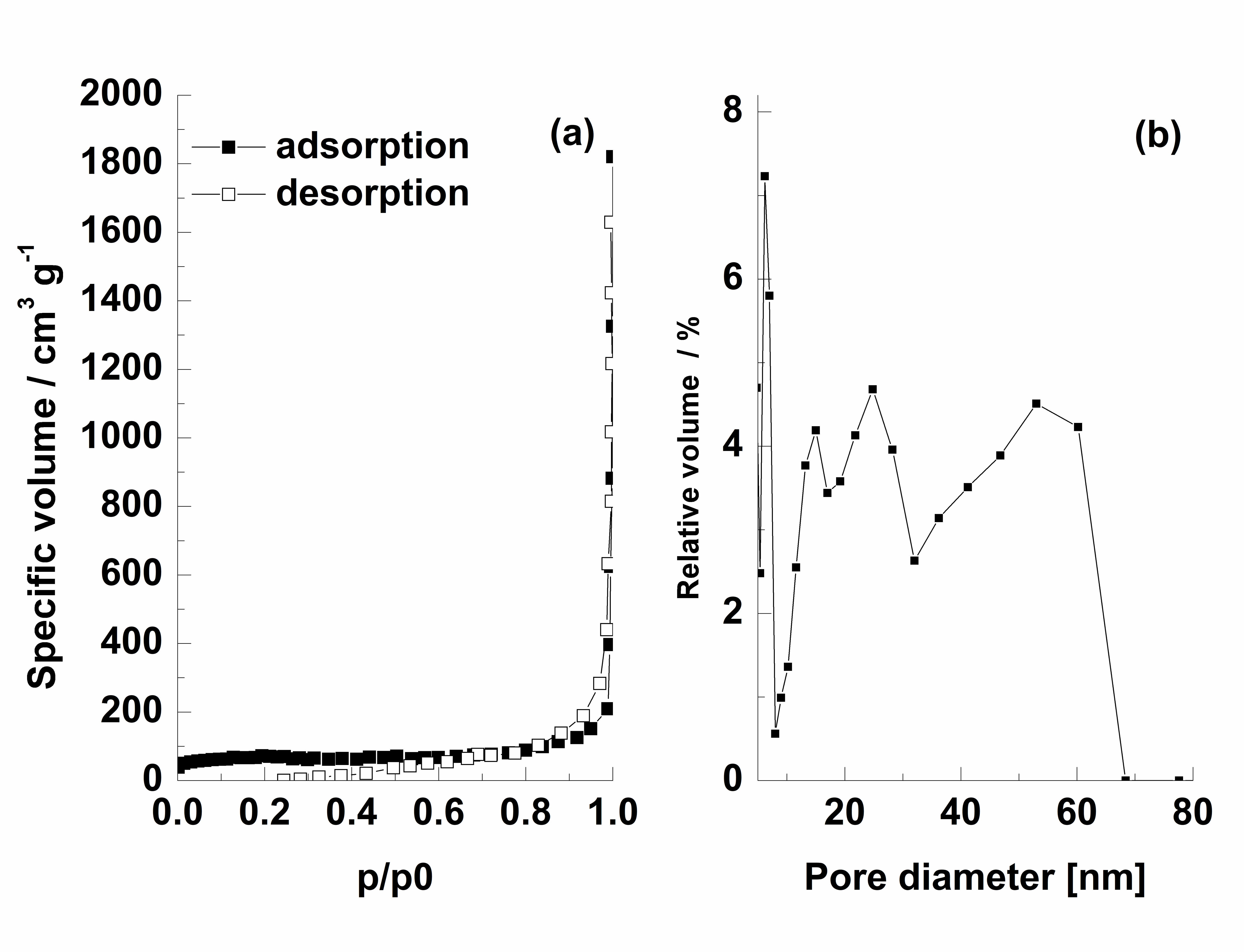


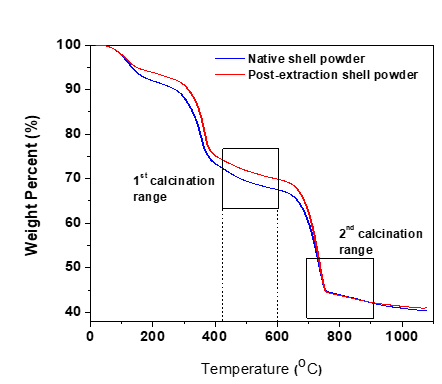 Figure shows the TGA curves for the powder obtained by milling of native
and carotenoids-depleted (post-extraction shells) up to 1000 C. Boxes indicate the
temperature ranges where the current and the second (see "Treatment 5")
calcination should be conducted. The small variation in mass loss is due to
different content of organic material between the two shell types.
Figure shows the TGA curves for the powder obtained by milling of native
and carotenoids-depleted (post-extraction shells) up to 1000 C. Boxes indicate the
temperature ranges where the current and the second (see "Treatment 5")
calcination should be conducted. The small variation in mass loss is due to
different content of organic material between the two shell types.

